
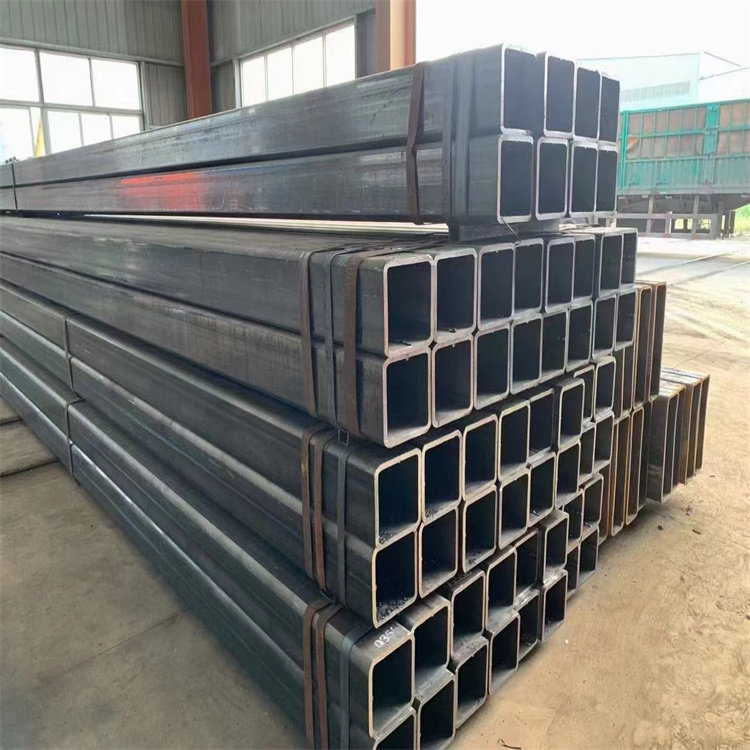
轧三晋中材质Q355B方管大口径方管220x220x12方管
轧三晋中材质Q 种机架使轧辊在轧制操作过程中能够交叉,以便在极宽的范围内连续调整带钢凸度和独立控制工作辊的磨损。该生产线由电炉、薄板坯连铸机、单机架粗思机、带有f2CRTM辊的6辊单机架精轧机、输出辊道上的强制冷却系统以及带有卷取机的高速剪切机组成。f2CR精轧机配有如下先进技术对板型和平直度进行控制:工作辊和支撑辊成一定角度交叉,并能动态控制交叉角;工作辊正、负弯曲和工作辊系统;交叉和是独立进行的,即轧辊交叉用于带钢凸度控制,工作辊用于工作辊磨损控制。
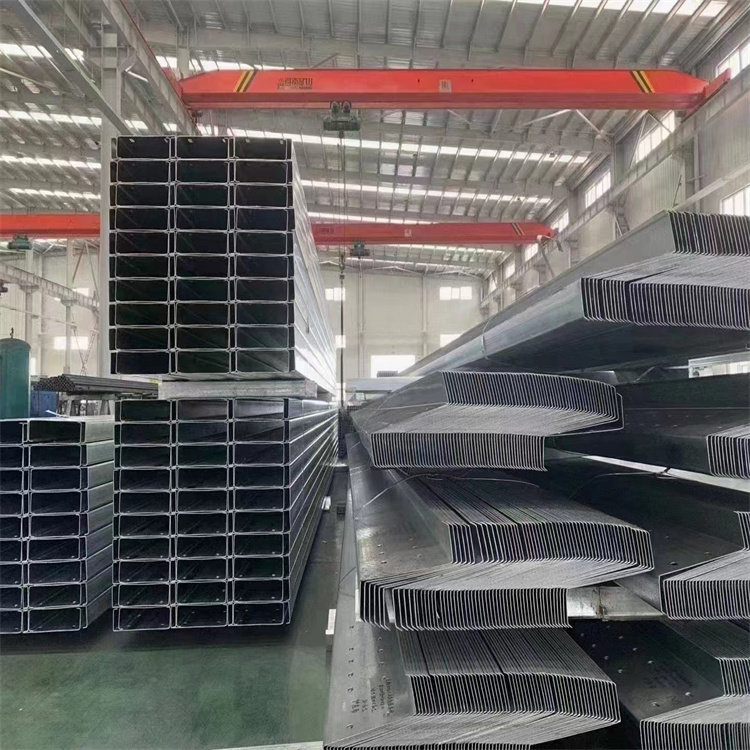
山东轧三特钢有限公司是一家经营方管、矩形管、直缝焊管、无缝钢管,高压锅炉钢管的企业 ,主要销方管,方矩管,无缝钢管,无缝方管,焊接钢管,镀锌方矩管,锅炉无缝管等产品。所产品适用于多个领域。多年来公司坚持以市场为导向,以客户为主,以质量为企业命脉,以诚信为治企之本,坚持认真严谨的原则稳步进取,不断的发展壮大。在业界确立了多种服务体系,以良好的信誉、优的产品、低的价格,产品深得用户依赖。
公司本着质量为本,诚信经营、互惠互利的方针。在广大新老客户支持下,公司与各大企业建立了良好的供货关系。
公司将继续高举“实业报国、振兴中华民族经济”的旗帜,将一如既往地发挥长期的公司优的服务,实现与高水准接轨,竭诚与四海宾朋携手共创辉煌、共同托起中华民族工业的太阳。


轧三晋中材质Q355B方管大口径方管220x220x12方管极易被还原:Cu、NPCo较难被还原:.P、Zn、Cr、Mn、V、STi,但是P、Zn是几乎 被还原的,其余的只能部分被还原。完全不能还原:MCAl铁氧化物在高炉内的还原反应有哪些规律?答:规律如下:还原顺序。不论用何种还原剂,铁氧化物还原是由 氧化物向低级氧化物到金属逐级进行的,顺序是:﹥570℃Fe2O3---Fe3O4---FeO---Fe﹤570℃Fe2O3---Fe3O4---Fe用气体还原剂CO、H2还原时:Fe2O3是不可逆反应;Fe3O4和FeO是可逆反应;上述诸还原反应中,只有FeO间接反应是放热反应,其余都是吸热反应。尽可能不延迟箱商检的时间,否则可能会影响索赔和工程进度。另需要注意的是,控制阀的位号、阀体、执行机构及附件的型号、系列号等参数应有记录,作好备案工作,供以后配品配件时使用。因为如果不及时记下这些参数,控制阀经过长时间使用,铭牌上的参数就会模糊不清,难以辨认,也有可能将铭牌丢失,而有些参数对采购备件来说是必须的。数字式器所需的软件时,只需写明软件的名称并注明交货时的版本即可,软件的版本号可以不写。
经营理念:“信誉为本,服务至上”——让客户得放心,用得放心。
经营宗旨:“以诚为本,互惠双赢”——以优良的产品,低廉的价格,服务于广大新老客户。
在此,公司经理携全体员工,将凭借良好的信誉,优的产品,低廉的价格服务于广大用户。谨向对公司一贯给予关怀、支持和帮助的新老朋友和广大新老客户表示衷心的感谢!并真诚希望与之建立长期的合作关系,互惠互利,共求发展。
轧三晋中材质Q3 道的形式可选用别的方式如斜流道等。笔者经过试验,重点试验成功的的几种形式如图2所示。将中心支架浇口(轮辐式浇口)改为合适位置的侧浇口,可以减少浇口个数及熔料流向,达到减少熔接痕的目的。将直接进料浇口改为合适位置的侧浇13,增加冷料井,阻止冷料流人模具型腔。将不合适的侧浇改为环形分流道浇口,如图2z所示,使熔料流动呈流线形,产品方便。【x)(Y)(Z)x一管箍类中心支架浇VI改为侧进料浇VI;Y一三通类直接进料浇VI改为侧进料浇VI;z—9。果讨论4.1a类浇注系统与X类浇注系统比较PVC—U管件注塑模具设计时,直通类制品浇口一般选a类。经过优化后,改用x类,并且x类可以推广到直径较小的45。弯头、三通等。将两种浇注系统用于l1mm直通时,其过程及制品的有关情况比较列于表1。由表1可看出,PE—C填加量增大会降低维卡软化温度。另外,表1中的表观缺陷、坠落性能、注射工艺项目中,两类浇注系统的模具使用的中PVC—U/PE—C均为1/12(份)。2b类浇注系统与Y类浇注系统比较这两类浇注系统主要用于PVC—U管件的llmm以上的9。弯头、三通等。b类浇注系统经表1Ol1mm的直通使用两类浇注系统的情况比较项目选用a类浇注系统改用X类浇注系统浇口周围有发红现象,并仅在浇口处有很小一点表观缺陷有流动斑纹、分层等现斑纹,无分层现象,制品象;制品表面不光亮表面光亮制品在~C3min后从1~1.2m处自由落制品在~C3min坠落性能后从2~3m处自由落下下在浇口处或熔接部位常出现破裂无破裂现象采用3~4级注射工艺,注射:[艺仅用2级注射,易调整消除缺陷效果甚微体系中PVC—U/PE—C:将中PE—c降至4份1/12(份),制品维卡时,制品的坠落性能优于的改善软化温度69℃前者,维卡软化温度81℃后形成Y类。